
NEWS
In this process of the coating material in powder form is melted in a hot plasma flame and propelled on to a prepared substrate surface to form a coating surface. When the spray contacts the prepared surface of a substrate material, the fine molten droplets rapidly solidify forming a coating.
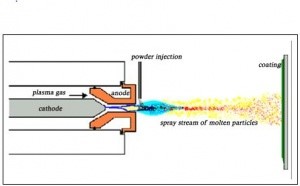
Plasma spray system consists of a Plasma Spray Gun, Power Source, Powder Feeder, Control unit and Heat Exchanger. Plasma is formed inside the specially designed plasma spray gun, by introducing a high intensity electric arc between a cathode (tungsten electrode) and anode (nozzle) assembly. Plasma forming gas is introduced in this arc, where it gets ionised to form a plasma. When this plasma exits the special design convergent - divergent nozzle, it returns to its original state liberating extreme energy. The coating material in powder form is introduced in this hot flame, where it melts and is propelled by the flame on to the substrate surface.
The energy produced in a plasma is high resulting in very high temperature at the plasma core. Thus ceramic oxides with very high melting points are ideally sprayed with Air Plasma spray for achieving good quality coatings. The coatings produced by plasma spray are uniform, dense and have comparatively lesser porosity.
Many variants of ceramics are available that have different properties:
Yttrium oxide Yttria: High temperature resistant, and abrasion resistant
Aluminum Oxide: Wear Resitance & Abrasion Resitance
Aluminum Oxide + Titanium Oxide (Alumina Titania) Al-Ti: Wear Reisitance & Abrasion Resitance
Chrome Oxide: Corrosion, Wear and Abrasion Resistance
Zirconium Oxide (Zirconia) Yttrium oxide stablizied zirconium oxide YSZ & Black zirconium oxide ZrO2: High Temperature Barrier
Very good quality Metal, Alloys and Abradable coatings can also be achieved using Air Plasma spray. Air Plasma Spray also has the provision to spray coatings inside holes or pockets.
Characteristics of Air Plasma Spray:
Advantages:
Largest choice of coating materials
High production spray rates
Process can be automated
Good bond strength and low porosity
High degree of flexibilit
Very versatile